
Find Your Champion magnet

In our playbook, A strong magnet is not always the best magnet.
When people ask, “What is the best magnet?” they usually have one hero in mind: 🧲 Neodymium
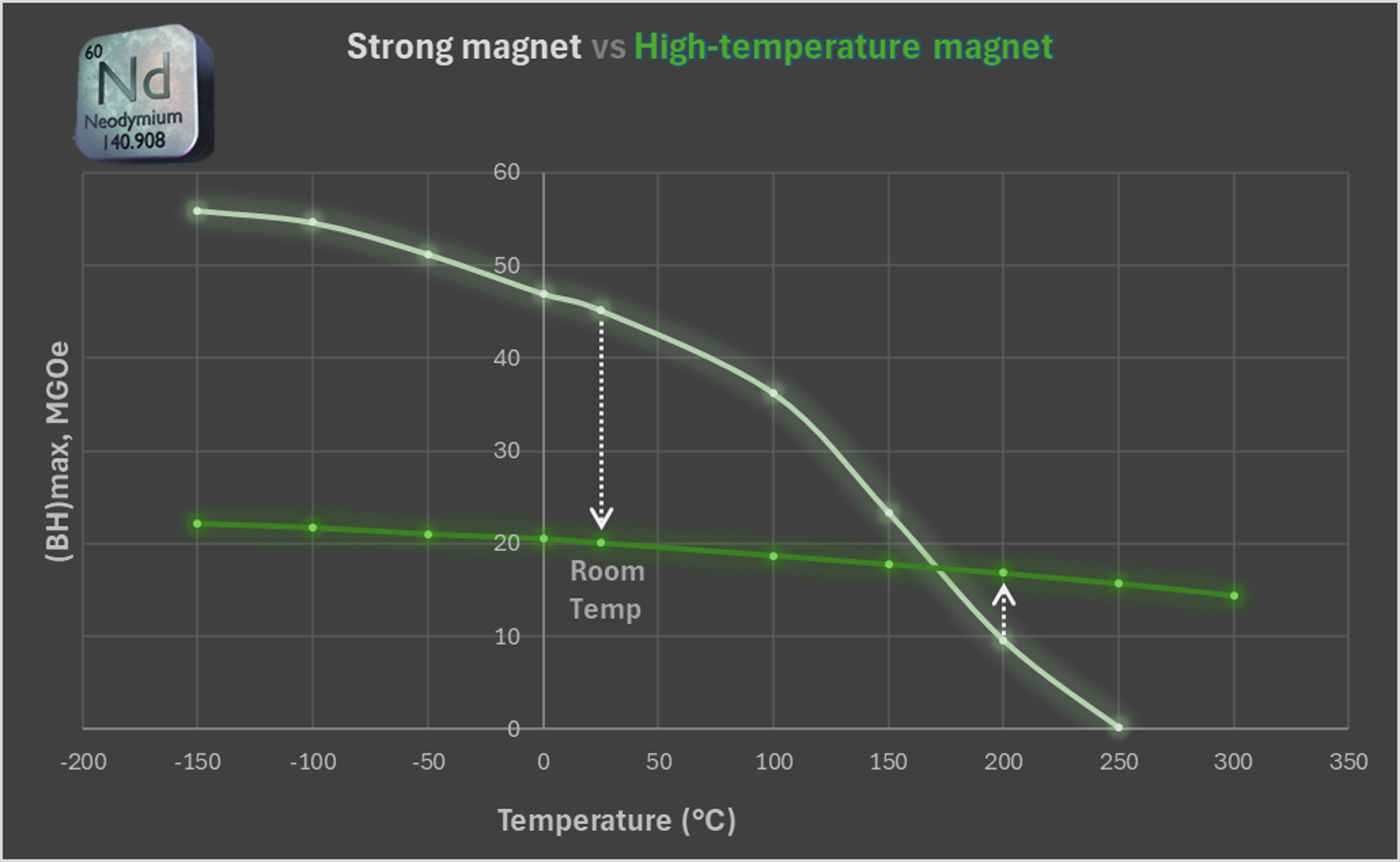
NdFeB is the strongest permanent magnet — but only at ‘room’ temperature.

In reality, best is never one-dimensional. The ideal magnet for an electric drive, sensor, or actuator depends on:
Magnetic strength (remanence, coercivity, BHmax)
Operating temperature and thermal stability
Risk of demagnetisation in the application
Cost and supply security
Environmental footprint
So the real question is: what is the best magnet for your job?
The “Strongest” Magnet vs the “Greenest” Magnet
A strong Magnet
Neodymium-iron-boron (NdFeB) magnets are usually the answer when strength per volume matters:
High coercivity & high BHmax → very high torque density in compact motors
Cheaper per unit of performance than many alternatives
Low minimum order quantities (MOQ) and short lead times in standard grades
That’s why NdFeB is ubiquitous in e-motors, robotics, wind turbines, and consumer electronics.
But this is only half the story.
A Green magnet
A green magnet is not necessarily the absolute strongest at 20 °C. Instead, it is optimized for performance and:
High functional performance in the real duty cycle
Low and transparent carbon footprint (CF)
Local & stable, closed-loop supply chains
Recyclable or reusable at end of life
Minimal heavy rare earth element (HREE) content
In other words, the “best” magnet may be slightly less powerful on paper but more robust, more sustainable, and less risky in the long run.
HREE: Heavy Rare Earth Elements: Strength at a Cost
To make magnets survive higher temperatures and strong demagnetising fields, NdFeB is often doped with heavy rare earth elements (HREE) such as:
Dysprosium (Dy), Terbium (Tb), Gadolinium (Gd), Samarium (Sm), Lutetium (Lu), Scandium (Sc), Yttrium (Y)
These elements increase coercivity, especially at high temperature, but they are:
Scarce and geographically concentrated
Expensive and price-volatile
Environmentally and socially challenging to mine
That is why green magnet design tries to minimize HREE content, using them strategically only where they unlock clear, indispensable performance.
A Practical TOOL: select your Champion Green magnet
To move beyond marketing labels, a magnet choice should be driven by quantifiable targets.
Key inputs:
Target remanence, Br (T)
For high torque, you may need higher Br to achieve the desired air-gap flux.Target coercivity, Hc (kA/m)
For low risk of demagnetisation, especially in high-load or fault conditions.Target temperature, Tmax(°C)
Maximum continuous operating temperature for your application (including overload and hot-spot margins).Target HREE content
Maximum acceptable heavy rare earth content (wt%) linked to sustainability, cost, and supply-chain risk.
Such a selection tool does not tell you “use this brand”; it helps you navigate the trade-off space between strength, temperature, risk, and sustainability and pick your own “champion” magnet.
Permanent Magnet Grade Selector
Common Permanent Magnet Families
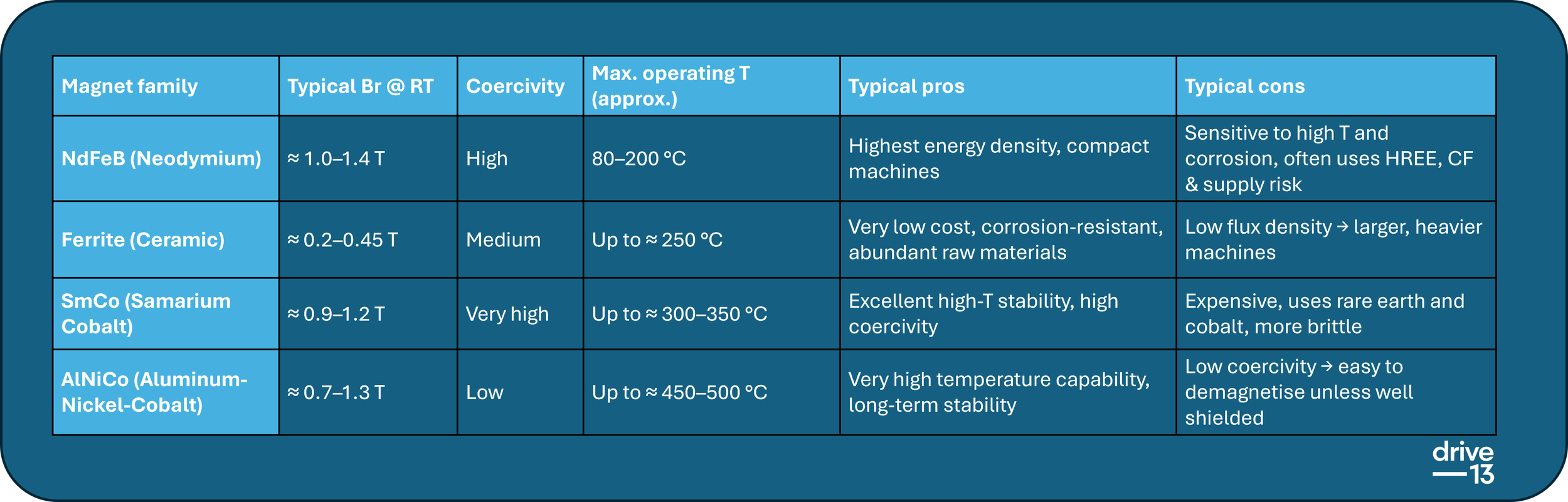
Below is an overview of the main permanent magnet families used in electrical machines. Values are depend on exact grade and geometry.
Magnet families at a glance:
Temperature-Resistant Magnets
For many e-drives, the limiting factor is temperature, not room-temperature strength.
A useful rule of thumb:
At room temperature, NdFeB usually delivers higher flux than AlNiCo.
At elevated temperatures, the situation changes: AlNiCo and SmCo can outperform NdFeB in retaining magnetisation and resisting demagnetisation.
Key points:
AlNiCo
Lower coercivity at room temperature, but
Very high Curie temperature (up to ~1200 °C)
Can operate above 500 °C without losing permanent magnetism if properly designed
Long-term stability: a newly magnetised AlNiCo magnet loses only a very small fraction of its flux over time (≈ 1 % in 100 years under stable conditions).
SmCo (Sm₂Co₁₇ and related grades)
High coercivity and good corrosion resistance
Curie temperature up to ~700 °C
Commonly used where continuous operation around 250–350 °C is required.
NdFeB
Curie temperature up to ~300 °C (depending on grade and composition)
Practical operating temperatures are usually limited to 80–200 °C; above this, both reversible and irreversible losses become critical unless heavy rare earth doping is used.
So if you rank them by Curie temperature:
NdFeB up to ~300 °C → SmCo up to ~700 °C → AlNiCo up to ~1200 °C
But the usable operating temperature is always lower than the Curie temperature and must be verified in the real electromagnetic and thermal design.
This table shows the relative strengths of Permanent Magnets classified based on thier maximum operating temperture limit:.
| Grade | Max. Op. Temp (°C) | Br (T) max | Br (T) min | Br (kGs) max | Br (kGs) min | bHc (kA/m) | bHc (Oe) | iHc (kA/m) | iHc (Oe) | (BH)max (kJ/m³) max | (BH)max (kJ/m³) min | (BH)max (MGOe) max | (BH)max (MGOe) min |
|---|
Why Material Selection Matters
High-performance e-drive systems (traction motors, aerospace actuators, high-speed compressors, etc.) face multiple constraints at once:
High torque density
Tight thermal envelope
Transient overloads and fault conditions
Weight and packaging limits
Life-cycle CO₂ and critical raw materials (CRM) constraints
That is why material selection cannot be an afterthought. It has to be embedded in the overall system design.
At Drive13, special care is taken with:
Material selection across rotor, stator, and housing
Strategic use of rare earth elements for demanding applications
The goal is to use critical raw materials selectively — just enough to:
Cut supply risk and cost
Maintain or improve top performance
Reduce environmental impact over the full life cycle
From Materials to Systems
(How This Translates into Practice)
In real projects, magnet choice is part of a broader co-design process.
Material trade-offs for the right balance
Through multidisciplinary design optimization, it is possible to:
Co-optimize stator and rotor materials (steel, copper/aluminium conductors, magnets, coatings)
Reduce core losses, torque ripple, and mass simultaneously
Experiment with different magnet families and grades in virtual prototypes
Manufacture and test samples to validate core losses, BH curves, and thermal behaviour
Towards sustainable green permanent magnets
From the concept stage to validated parts, design teams can:
Optimize magnet material, shape, mass, and cost for the actual duty cycle
Explore options from high-coercivity PMs (for compact, high-stress designs) to recycled or lower-footprint routes (for greener supply chains)
Apply heavy rare earths only where they deliver clear, measured gains in performance or reliability
The result is not just a strong magnet on a datasheet, but a well-balanced, power-dense, energy-efficient drive that respects both technical and environmental constraints.
So… What Is Your Best Magnet?
There is no single universal answer. Your best magnet is the one that:
Meets your torque and power targets
Survives extreme temperature scenarios
Minimizes demagnetization risk over the full lifetime
Fits within your cost and supply-chain constraints
Aligns with your sustainability goals
Tools like “Select your Champion Green magnet”, combined with rigorous material and system-level design, help you navigate this landscape quantitatively instead of by guesswork.